發展歷程
噴射成型是為改進手糊成型而創造的一種半機械化成型工藝。目前噴射成型在各種成型方法中所占比重很大,美國占27%,日本占16%,用以制造汽車車身、船身、浴缸、儲罐的過渡層。目前國內用的噴射成型設備主要是從美國進口。
定義
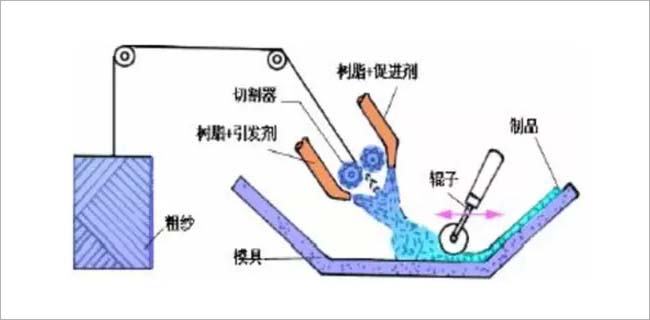
噴射成型一般是將混有促進劑和引發劑的不飽和聚酯樹脂從噴槍兩側(或在噴槍內混合)噴出,同時將玻璃纖維無捻粗紗用切割機切斷并由噴槍中心噴出,與樹脂一起均勻沉積在模具上,待沉積到一定厚度,用手輥滾壓,使樹脂浸透纖維,壓實并除去氣泡,最后固化成制品。
工藝的優缺點
噴射成型的優點:
①用玻纖粗紗代替織物,可降低材料成本;
②生產效率比手糊的高2~4倍;
③產品整體性好,無接縫,層間剪切強度高,樹脂含量高,抗腐蝕、耐滲漏性好;
④可減少飛邊,裁布屑及剩余膠液的消耗;
⑤產品尺寸、形狀不受限制。
其缺點為:
①樹脂含量高,制品強度低;
②產品只能做到單面光滑;
③污染環境,有害工人健康。
噴射成型效率達15kg/min,故適合于大型船體制造。已廣泛用于加工浴盆、機器外罩、整體衛生間,汽車車身構件及大型浮雕制品等。

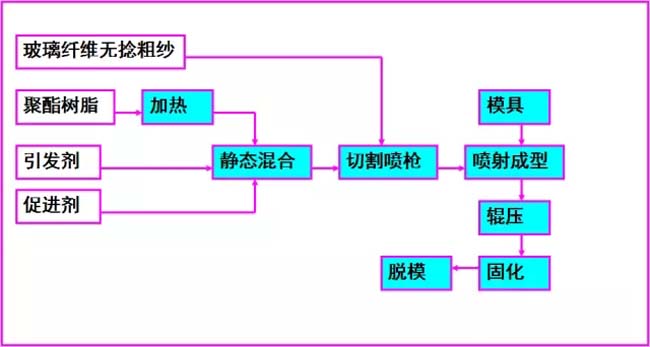
噴射成型工藝流程
設備分類

膠液噴射動力:氣動型
液壓型
膠液混合形式:內混合型
外混合型
先混合型
氣動型是用空氣引射噴涂系統,靠壓縮空氣的噴射將膠衣霧化并噴射到模具上.部分樹脂和引發劑煙霧被壓縮空氣擴散到周圍的空氣中,目前國內主要是該類型設備。
液壓型是無空氣的液壓噴射系統,靠液壓將膠液擠成滴狀并噴涂到模具上.因為沒有壓縮空氣的液壓噴涂系統,所以沒有煙霧,材料浪費少。
內混合型是將樹脂與引發劑分別送到噴槍頭部的紊流混合器充分混合,因為引發劑不與壓縮空氣接觸,就不產生引發劑蒸汽。但缺點是噴槍易堵,必須用溶劑及時清洗.
外混合型是引發劑和樹脂在噴槍外的空氣中相互混合.由于引發劑在同樹脂混合前必須與空氣接觸,而引發劑又容易揮發,因此既浪費材料又容易污染環境。
先混合型是將樹脂,引發劑和促進劑先分別送至靜態混合器充分混合,然后再送至噴槍噴射。
噴射成型過程工藝控制
工藝參數
1、纖維
選用經前處理的專用無捻粗紗。
制品纖維含量控制在25%~45%,低于25%時,滾壓容易,但強度太低;大于45%時,滾壓困難,氣泡較多。
纖維長度一般為25~50mm。小于10mm,制品強度降低,大于50mm時,不易分散。
2、樹脂含量
噴射制品采用不飽和聚酯樹脂,含膠量越為60%左右.含膠量過低,纖維浸潤不均,粘結不牢.主要通過噴槍控制膠液噴射量。
3、膠液黏度
應控制在易于噴射霧化,易于浸潤玻璃纖維,易于排氣泡而又不易流失.黏度在0.3~0.8Pa.s。觸變度以1.5~4為宜。在此范圍內膠液易于噴射霧化。
4、噴射量
在噴射成型過程中,應始終保持膠液噴射量與纖維切割量的比例適宜且穩定。在滿足這一條件下,噴射量太小,生產效率低,噴射量過大,影響制品質量。噴射量與噴射壓力和噴嘴直徑有關,噴嘴直徑在1.2~3.5mm之間選定,可使噴膠量在8~60g/s之間調變。柱塞泵供膠的膠液噴射量是通過柱塞的行程和速度來調控的。
5、噴射夾角
噴槍夾角對樹脂與引發劑在槍外混合均勻度影響極大.不同夾角噴出來的樹脂混合交距不同.為操作方便,選用20度夾角為宜。
噴槍口與成型表面距離350~400mm.確定操作距離主要考慮產品形狀和樹脂液飛失等因素.如果要改變操作距離,則需調整噴槍夾角以保證樹脂在靠近成型面處交集混合。
6、噴射壓力
要能保證兩組分樹脂均勻混合。
壓力太小,混合不均勻;壓力太大,樹脂流失過多。
適宜的壓力同膠液黏度有關,若黏度在0.2Pa.s時,霧化壓力為0.3~0.35MPa。
噴射成型工藝要點
1、成型環境溫度 以20~30℃為宜,再高,固化快,系統易堵塞;過低,膠液黏度大,浸潤不均,固化慢。
2、制品噴射成型工序應標準,以免因操作者不同而產生過的質量差異。
3、為避免壓力波動,噴射機應由獨立管路供氣.氣體要徹底除濕,以免影響固化。
4、樹脂膠液灌內溫度應根據須要進行加溫或保溫,以維持膠液黏度適宜。
5、噴射開始,應注意玻璃纖維和樹脂噴出量,調整氣壓,以達到規定的玻璃纖維含量。
6、纖維切割不準(誤切)而要調整切割輥與支承輥間歇,為使纖維噴出量不變,也要調整氣壓.如必要時,需要轉速表校驗切割輥轉速。
7、噴射成型時,在模具上先噴涂一層樹脂,然后再開動纖維切割器.噴射最初和最后層時,應盡量薄些,以獲得光滑表面。
8、噴槍移動速度均勻,不允許漏噴,不能走弧線.相鄰兩個行程間重疊寬度應為前一行程寬度的1/3,以得到均勻連續的涂層.前后涂層走向應交叉或垂直,以便均勻覆蓋。
9、每個噴射面噴射完后,立即用壓輥滾壓,要特別注意凹凸表面.壓平表面,修整毛刺,排出氣泡,然后再噴出第二層。
10、要充分調整噴槍和纖維切割噴射器噴出的纖維和膠衣的噴射直徑,以期得到最好的噴射效果。
11、特殊部位的噴射:噴射曲面制品時,噴射方向應始終沿曲面法線方向;噴射溝槽時,應先噴射四周和側面,然后在底部補噴適量纖維,防止樹脂在溝槽底部聚集,噴射轉角時,應從夾角部位向外噴射,防止在角尖出現樹脂聚集。

噴射成型制品的缺陷與防治
主要缺陷有:
1 垂流
2 浸潤不良
3 固化不良
4 損耗多
5 氣泡
垂流缺陷產生的原因
1 樹脂黏度,觸變度低
2 噴射時的玻璃纖維體積大
3 玻璃纖維含量低
垂流缺陷的防治
1 提高黏度和觸變度.厚度大于5mm時,效果不大
2 避免誤切,提高樹脂噴射壓力;縮短玻璃纖維切割長度;使噴槍接近型面進行噴涂
3 提高玻璃纖維含量
浸潤不良產生的原因
1 樹脂黏度高
2 樹脂與玻璃纖維噴涂直徑不一致
3 玻璃纖維含量高
4 凝膠快
浸潤不良的防治
1 使黏度降低到0。8Pa.s以下
2 調整噴涂直徑
3 降低含量
4 減少固化劑用量,調節作業場溫度
固化不良產生的原因
1 樹脂反應性過高
2 固化劑分散不良
固化不良的防治
1 降低反應性
2 調整固化劑噴嘴
3 檢查噴射器,混合器,和儲存器
4 使用稀釋劑的引發劑應增加噴出量
耗損多產生的原因
1 噴射過度
2 纖維和樹脂的噴射直徑不一致
耗損多的防治
1 調整噴射角度和噴射距離
2 縮小噴涂直徑
3 減緩模具旋轉和噴槍移動速度
氣泡產生的原因
1 脫泡不充分
2 樹脂浸潤不良
3 纖維含量高
4 脫泡程度判斷困難
氣泡的防治
1 加強脫泡作業,使脫泡工序標準化
2 增添消泡劑
3 降低纖維含量
4 模具做成深顏色的,以便觀察脫泡效果
(文章來源:復合材料社區)
解決方案
• 環保解決方案
• 預浸料解決方案
• 快速制模解決方案
• 耐高溫產品解決方案
• 食品級樹脂解決方案
• 阻燃樹脂解決方案
• 防腐解決方案
• 玻璃鋼FRP芯材解決方案
• 玻璃鋼模具制作解決方案
• 衛浴潔具產品解決方案
• FRP復材粘結解決方案
• 玻璃鋼模具脫模解決方案
• 玻璃鋼模具拋光解決方案
• 玻璃鋼船艇解決方案
• 膠衣操作問題解析

地址:廣東省廣州市番禺區天安番禺節能科技園總部中心一號樓1104至1105
電話:020-39966201、18026298689 傳真:020-39966209 郵箱:[email protected]
客服QQ:3496371846 微信號:18026298689 Copyright 2002-2014 frpgd.com,Inc.All rights reserved.
備案號:粵ICP備2024354488號
企業郵箱
電話:020-39966201、18026298689 傳真:020-39966209 郵箱:[email protected]
客服QQ:3496371846 微信號:18026298689 Copyright 2002-2014 frpgd.com,Inc.All rights reserved.
備案號:粵ICP備2024354488號
企業郵箱

